松夏减震器,安全又耐用


主页 > 常见问题 >
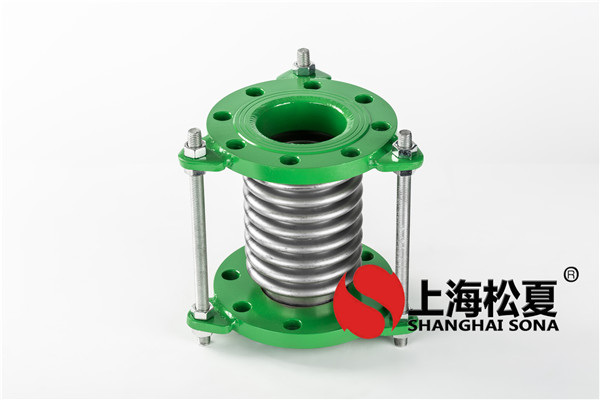
装配波纹补偿器
波纹补偿器内环与轴颈之间的过盈值较大时,可以采用热装法或冷装法来装配。所谓热装法就是将波纹补偿器放人机油中,并对机油进行加热,使波纹补偿器内环遇热膨胀,就可以顺利地将波纹补偿器套在轴颈上,然后,令其自然冷却至常温。对机油进行加热时,温度应控制在100~200℃,温度过高时,易使波纹补偿器退火,温度过低时,轴承内环的膨胀量太小,不便于安装。为了防止机油的温度过高,可将机油盒放在槽中,用火焰对进行加热。波纹补偿器在机油中放置时,应将轴承用筛网托起,以便使其受热比较均匀,避免波纹补偿器局部产生过热现象。 所谓冷装法就是将轴颈放在冷冻装置中,冷冻至-80~60℃,然后将轴立即取出来,插入波纹补偿器的内环中,待轴颈的温度上升至常温时即可。冷冻装置中常用的冷冻剂有干冰或液态氮等,由于它们的成本较高,所以很少使用。
使用热装法或冷装法装配波纹补偿器时,不采取任何机械强制措施,所以,对原有的过盈值不会破坏,进行装配时既省时又省力,并且易于达到装配质量要求。 波纹补偿器装配好以后,应加上防松垫片,然后用锁紧扳手将圆形螺母拧紧,并把防松垫片的外翅扳入圆形螺母的槽内,防止圆形螺母回松。 最后,将装配好的轴组装入波纹补偿器体内。为此,应先将波纹补偿器背帽用手拧紧在轴头螺丝上,把联轴器端的轴头穿过波纹补偿器体的前轴承孔,使波纹补偿器的外环与轴承孔对正,并用手锤敲击波纹补偿器背帽,迫使波纹补偿器轴与波纹补偿器一起进入波纹补偿器体。然后,用垫片调整法调整轴承压盖凸台的高度,使之与波纹补偿器外端面到波纹补偿器体轴承孔端面的深度相同,这种方法,比较易于将轴安装到其正常工作位置。最后,将轴承压盖盖在波纹补偿器体的轴承孔上,并将压盖螺栓拧紧。 配好的轴组在波纹补偿器体中应盘转灵活轻便,不产生轴向窜动和径向跳动。

上一篇:上海松夏浅谈无泄漏波纹补偿器 下一篇:如何设备波纹补偿器配搭
产品中心
推荐新闻
联系我们
CONTACT US- 联系人:常经理
- 手机:17317317121
- 地址:上海宝山区园康路255号1号楼A区三层