松夏减震器,安全又耐用


主页 > 常见问题 >
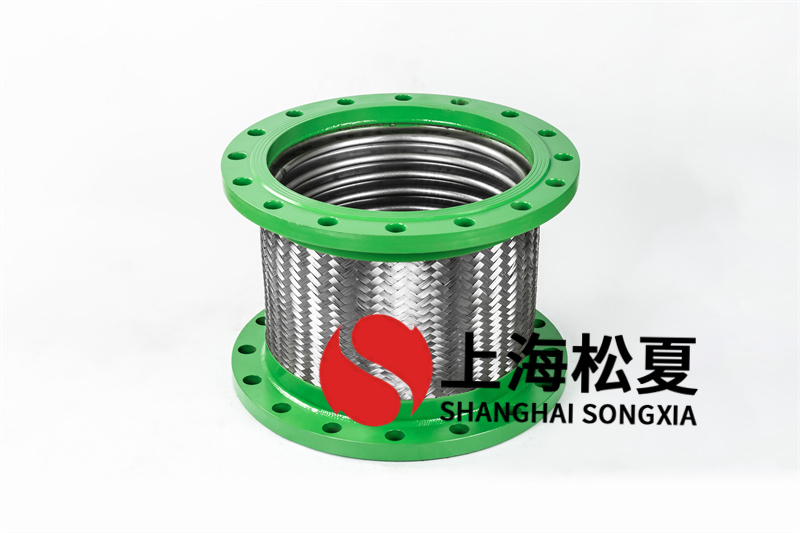
煤气金属软管的焊缝注意点
煤气金属软管的焊缝注意点
煤气金属软管补偿的作用具有抗压、密封、耐冲击、减振降噪的功能,起到减少管道变形和提升管道使用寿命的作用。垂直焊装配间隙和焊前准备与全位置焊接基本一致。煤气金属软管因其本身具有柔韧性,能补偿设备与管道的温差变形或其它变形,并可抗震、减震、减少管道对系统的推力和适应油罐基础的基础沉降等。煤气金属软管自身又是封闭的,所以可以普遍地用于化工、炼油、电力、轻工、核能、冶金、机械、仪表、舰船、宇航等部门。由于动力管路和供热管网在工业与民用的各部门都普遍地使用着,因此非金属的补偿器的需求量是很大的。近些年很多大、中城市正在大量建造住宅楼,从节约资源和清除环境污染的角度考虑,应大力提倡集中供热与城市热化,因此都少不了供热管网。
在对原来城市进行热化改造时,碰到一个麻烦的问题在于供热管网很难穿行,尤其是方形补偿器由于占地大且不好布局,这时非金属的补偿器由于结构紧凑,得以充分发挥其特有性。煤气金属软管的垂直焊焊缝全部处于横焊位置,在断弧前回焊5mm,将炉渣吹出,若钢液与炉渣分不清,焊接电流应增加,电流为110~120A,焊条与工件的夹角保持为20°,煤气金属软管焊接中溶池控制为斜椭圆形状,溶池大小要均匀,每次熄弧间断时应基本一致,换焊条速度要快,收尾时压低电孤,在距尾相接4mm处时,将焊条向前略顶一下,持续焊接盖过3~5mm,然后将焊条维持在坡口下方熄弧。遍盖面可采用自下顺序,焊条不做摆动,选用直线运条法进行多层焊接。道焊缝电孤沿下坡口1/3处焊接,道压道的1/3焊接,收弧需在道焊缝上方,第三道依此类推。煤气金属软管每层焊缝厚度不应超过4mm,防止焊疤。需注意上部不要咬边,每道焊完后可不药皮,全部焊完后一并清理。
上一篇:双扣式不锈钢金属软管的特点 下一篇:煤气金属软管的作用
产品中心
推荐新闻
联系我们
CONTACT US- 联系人:常经理
- 手机:17317317121
- 地址:上海宝山区园康路255号1号楼A区三层