松夏减震器,安全又耐用


主页 > 常见问题 >
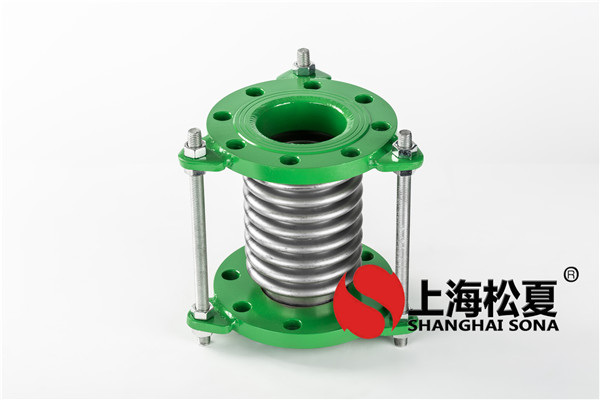
波纹补偿器制造技术介绍1
波纹补偿器制造技术介绍1
1、制作过程中复层的保护加工制作过程中复层表面采用一定的保护措施:贴牛皮纸;贴塑料保护膜;刷保护涂料。板材、封头吊装、翻身时切忌使用钢卡卡伤复层表面,因为伤痕处很难修补。最稳妥的办法是在边缘处焊接吊耳。
2、球型分瓣封头压制冷成型的优点在于不加热,复层表面不会被氧化,另外也消除了由加温锆与碳钢热膨胀系数不同而造成复合板脱层的可能性。热成型的优点在于加热后使平板变型的压力非常小,由该压力而引起复合板脱层的可能性也就小了很多。目前国内都在使用这两种方法。笔者倾向于使用热成型。虽然加热会引起表层氧化,但由于后面整体热处理工序的存在,就算冷成型,热处理时表层还是会氧化。成型时值得注意的几点:加热时优先采用比较干净的煤气炉;出炉后压型时间要短,防止时间过长板材冷却,压力增大;不论是瓜瓣还是顶圆均应点压多次成型,切忌整体成型,这样容易造成复合板脱层。
3、封头焊接与其它球型封头一样,由于焊后收缩的存在,焊后封头开口处一般呈梅花状。由于内壁存在锆复层,修型不易,所以焊前需采取一定的防变型措施;外部焊接1个环型工装;内部使用临时支撑撑圆。最重要的是要保证焊后封头外周,即使存在椭圆,也可以使用内部工装或碳钢外部加热激冷等方法调整椭圆小于等于5mm。椭圆度过大,将会造成组对筒体时的错边,不利于后面的内衬制作。

上一篇:酸酸装置冷却器波纹补偿器的检验和现场修复 下一篇:不锈钢金属软管损坏形式
产品中心
推荐新闻
联系我们
CONTACT US- 联系人:常经理
- 手机:17317317121
- 地址:上海宝山区园康路255号1号楼A区三层