松夏减震器,安全又耐用


主页 > 产品知识 >
波纹补偿器在出厂前要进行压力检测
波纹补偿器在出厂前要进行压力检测
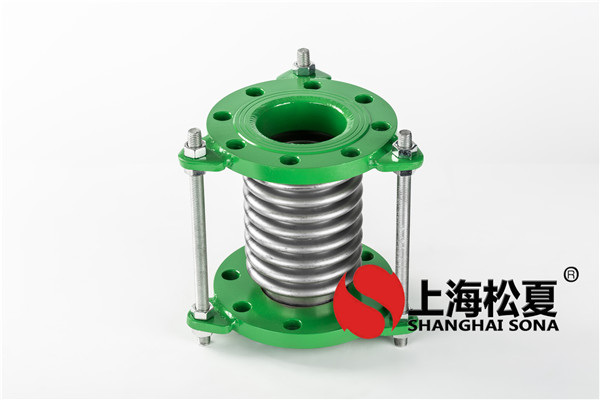
波纹补偿器是生产波纹补偿器的实体厂家,我们公司生产的波纹补偿器是由法兰、不锈钢管、导流筒等构件组成的,在进行水压试验的时候,要加强带有补偿器管架的端部,以免出现移动或者转动的情况。河北波纹补偿器是生产波纹补偿器的实体厂家,我们公司生产的波纹补偿器是由法兰、不锈钢管、导流筒等构件组成的,在加工过程中,将波纹补偿器的一部分构件焊接成波纹补偿器产品,还有一些配件。焊接时,应采用氩弧焊,焊接技术要求焊点的尺寸应均匀,焊点应平滑,表面光滑,焊缝粗细均匀,焊点的尺寸应均匀,目的在于使补偿器在使用过程中受力均匀。
本实用新型按压力分为高压、低压、中压补偿器,在日常生产中,低压补偿器,一般介质过水,不要求严格检查,波纹补偿器制造完成后,检查员检查其焊接,检查是否有焊接泄漏,用工具沿焊接一次如此一方面可以节约检测时间,另一方面即使检测有误,因为压力很小,不能造成不良后果。对中压波纹补偿器来说,高压波纹补偿器检测设备,特别是高压波纹补偿器,由于被测介质是有较大压力的蒸汽等压力较大的气体,一旦被检测到,波纹补偿器就会发生漏气,严重时就会发生爆炸,危及人身和财产安全,因此要进行补偿器。测试时,使用两块规格相同的法兰专用试压盲板用栓固定在两端的补偿器法兰上,并通过上端盲板所留出的气孔将试压盲板用栓内的空气压缩。能达到实际补偿器压力或稍大于实际压力停留在上限位置约两分钟左右,若出现泄气声,严重者爆裂,找出泄漏部位,修补即可。瓦楞补偿器安装前应检查其型号、规格、管路配置情况,符合设计要求。
在安装有内套的补偿装置时,要注意内套筒的方向与介质流动方向一致,铰接式补偿装置的铰链转动面应与位移转动面一致。需安装补偿器、用于预变形的辅助构件等必须安装完毕才能拆除。禁止通过波纹补偿器变形来调整管道的安装偏差,以免影响补偿器的正常运行,降低使用寿命,增加管道系统、设备和支撑部件的负荷。
波纹补偿器安装过程中,焊渣不得飞溅到波纹壳表面,波纹壳不得受其他阻尼器损伤。管路系统安装完成后,应尽快拆除黄色辅助定位部件和用于运输的波纹补偿器紧固件,并根据设计要求将限位装置调整到指定位置,使管道系统在环境条件下具有足够的补偿能力。补偿器的所有活动部件不能被外部部件卡死或限制其活动范围,各活动部件应按正常动作进行。水压力试验时,应对配有波纹补偿器管端的次固管支架进行加固,以防止管道移动或转动。对于充气介质用补充器及其接合器,应注意是否需要在充水时增加临时支架。水压力试验清洗液中96氯离子含量小于25PPM。水压力试验结束后,应尽快拍打波壳内表面,并迅速吹干波壳内表面。

上一篇:性能稳定不易受环境影响的波纹补偿器哪里买 下一篇:解读波纹补偿器对技术和材质的要求
产品中心
推荐新闻
联系我们
CONTACT US- 联系人:常经理
- 手机:17317317121
- 地址:上海宝山区园康路255号1号楼A区三层