金属软管的激光焊接全过程常见问题
金属软管的激光焊接全过程常见问题
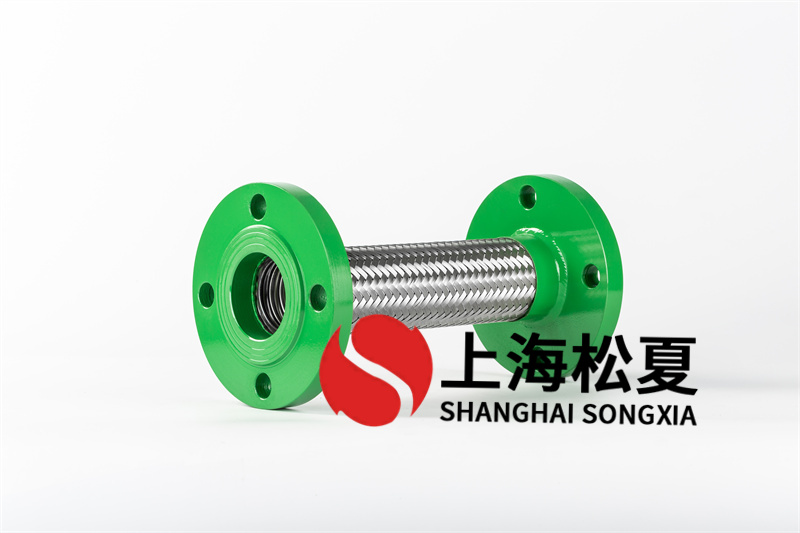
金属软管主要是靠金属软管的形变进而做到伸缩式的功效,其抗压强度设计方案主要是对金属软管的设计,组焊后应开展外型和多少外形尺寸的检测,金属软管做为管道设计方案中为关键的构成,安裝或是拆换时是有应用条件规定的。主要是靠金属软管的形变进而做到伸缩式的功效,其抗压强度设计方案主要是对金属软管的设计,不一样的制定及组成,可以达到不一样的拉申及缩小或变形的特性,进而产生径向、横着、角向三种偏移方位。在生产过程中是必须电焊的,在焊接全过程要特别注意下列事宜:端管等相接的环焊接应选用钨氨氩弧焊或融化氩弧焊机,单面壁厚超过2mm时可选用电弧焊。拼装金属软管时解决金属软管采用保障措施,避免电焊焊接电孤烧穿和焊疤溅出到金属软管上。
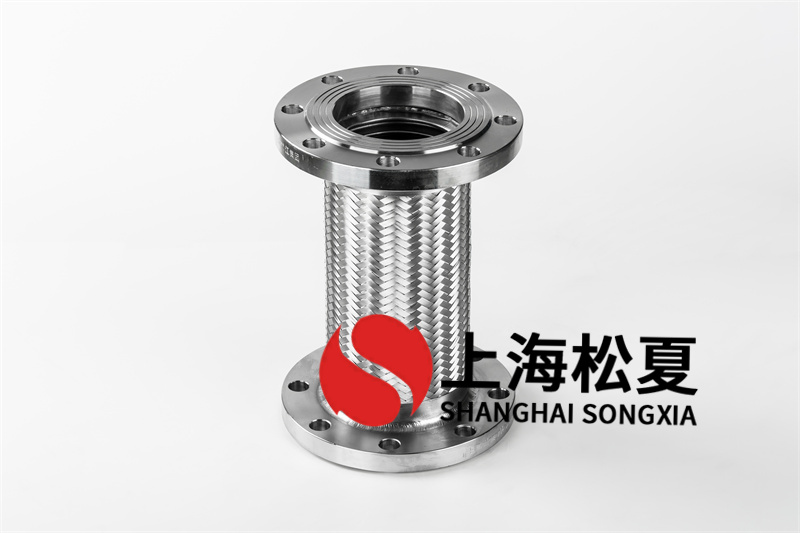
各位置的焊接不可有裂痕、出气孔、焊瘤等缺点,咬边深层不可超过0。5mm。组焊后应开展外型和多少外形尺寸的检测。两边面平行度尺寸公差:当公称直径管径不大于500mm时,为5mm;当公称直径管径超过500mm时,为公称直径管径的1%,且不大于10mm。两边面与主中心线垂直角度尺寸公差为公称直径管径的1%,且不大于3mm。金属软管在出货前完成预拉申的,预拉伸后的在出厂长短尺寸公差也应符合要求,对金属软管随意情况长短和预拉申后的在出厂长短各自开展检测。承受压力焊接电焊焊接以后,解决承受压力焊接开展压力试验,实验工作压力为设计方案工作压力的倍。
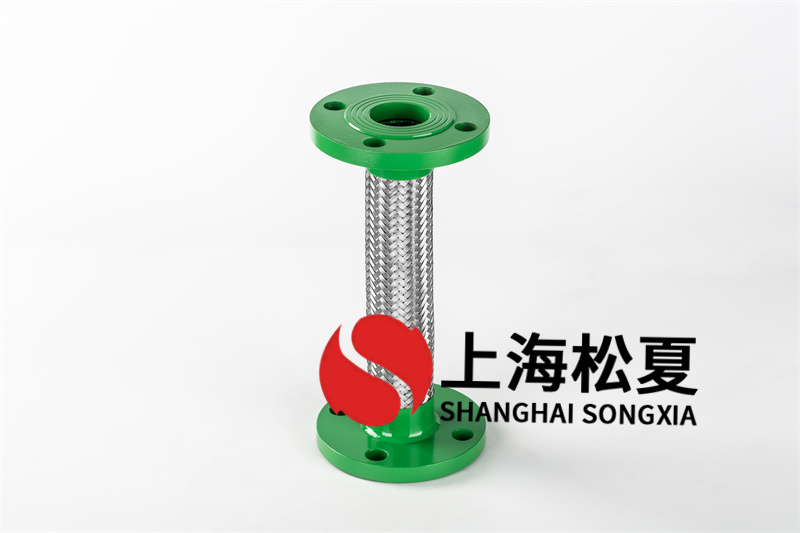
依据金属软管的容量尺寸,试压10~30min,查验金属软管各部件有没有渗漏,受力时大波距与受压前波距之比但是。它的激光焊接全过程,才可以其应用功效和使用年限。金属软管做为管道设计方案中为关键的构成,安裝或是拆换时是有应用条件规定的,安裝或是拆换时要清除管道内腔的构造,清理管内腔的方二种方如下所示:自来水清洗,管中积垢有细有硬,清除管中绵软积垢的常用方式,是用的压力水对管道开展规律性清洗,冲洗的流动速度应超过一切正常运作流动速度的倍。能用工作压力水清洗掉的管中绵软积垢,就是指悬浮固体或铝盐造成的堆积物,尽管他们堆积于管底,但同壁厚间粘附得不坚固,可以自来水清洗清除。为了更好地有益于管中积垢的清除,在必须清洗的管段内放人羽毛球、橡皮球、塑胶球等,运用这种球可以在管道缩小了的横断面上导致很大的部分流动速度。羽毛球放进管中后是不用从管中取下的。针对部分积垢偏硬,可在管中放人瓶塞,木塞两边用镀锌钢丝绳联接,往返拖拽瓶塞以加强清除功效。