松夏减震器,安全又耐用


主页 > 产品知识 >
管道内衬四氟金属软管焊接的两大问题
管道内衬四氟金属软管焊接的两大问题
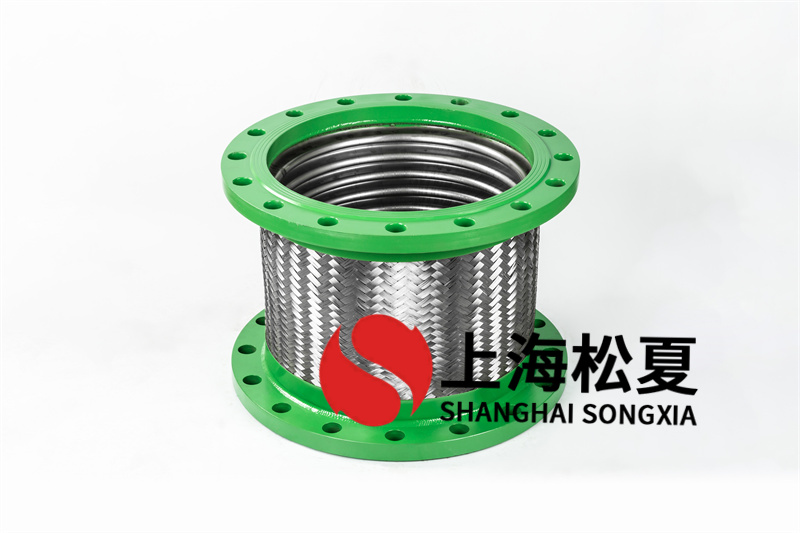
衬四氟金属软管是适用设备高速轻载发展需求而研发的,它具备了良好的柔软性、抗疲劳性、耐高压、耐高低温、耐蚀性等众多特点,用于设备管道内需要充分挠性管道。若是在旅客列车中焊缝发生泄漏将会危及行车,所以对衬四氟金属软管的焊接质量要求非常严格。
一起来看看衬四氟金属软管焊接中的两大问题
1)烧穿
由于波纹管和网套均是由非常薄的材料制成,因此衬四氟金属软管在焊接过程中,只要焊接电弧在薄壁间这里停留时间稍长,波纹管和网套就烧穿,软管两侧焊接后的密封便不合格。试制初期,气密性检测的达标率相当低,经检查发现,泄漏气体都由接头套和网套之间逸出。面对这种情况,首先要求焊接人员在焊接过程中注意操作手法,焊接电弧应偏向厚壁一侧,确保焊接良好但不烧穿。其次,增加一道气密性检查工序,检查波纹管、网套和接头套的焊接质量。合格后,再进行软管和接头的组焊。实践证明,衬四氟金属软管焊接后气密性检测的达标率有了显着提高。
2)接头与波纹管对口中线偏差较大
接头与波纹管焊接时无衬四氟定位模具,无法保证二者的中线重叠,焊后接头偏移波纹管的中线,影响产品外观。针对这种情况,能做装配工装,以接头和接头套的直径定位,解决了中线偏差较大的问题。
上一篇:四大空调金属软管失效原因 下一篇:控制材料质量、定检可有效预防衬四氟金属软管
产品中心
推荐新闻
联系我们
CONTACT US- 联系人:常经理
- 手机:17317317121
- 地址:上海宝山区园康路255号1号楼A区三层