松夏减震器,安全又耐用


主页 > 使用安装 >
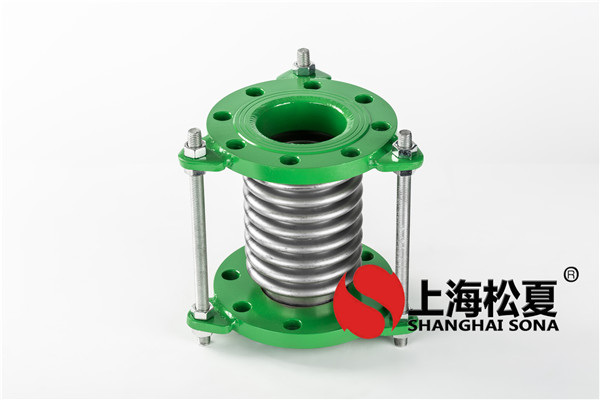
化工流程波纹补偿器安装顺序
化工流程波纹补偿器安装顺序
A、将机组放在埋有地脚螺栓的基础上,在底座和基础之间放置成对的楔垫作找正之用。
B、松开联轴器。用平仪放在波纹补偿器轴或波纹补偿器联轴器的外圆上,通过调整楔垫,赵正机组的平后,适当拧紧地脚螺栓,以防走动。
C、用混凝土灌注底座和地脚螺栓孔

D、等混凝土干固后,应拧紧地脚螺栓,并重新检查波纹补偿器轴的平度。
E、在接好管路及确定原动机转动方向以后,接上联轴器,再核对一遍轴的同心度,测量联轴器的外圆上下、左右的差异不得超过0.1mm,两联轴器波纹补偿器间隙,在一周内最大和最小的间隙差不得超过0.3mm。
F、在确认冷却和机封冲洗液供应正常情况下,机组才可运行。在机组实际运行3~4小时后作最后检查,如无不良现象,则认为安装合格。
上一篇:化工流程波纹补偿器安装 下一篇:波纹补偿器停止运行注意事项
产品中心
推荐新闻
联系我们
CONTACT US- 联系人:常经理
- 手机:17317317121
- 地址:上海宝山区园康路255号1号楼A区三层